























































Para sa mga tatak kung saan ang pagkabigo ng tahi ay hindi isang katanggap-tanggap na resulta, ang pagkakaiba sa pagitan ng dalawang sitwasyong iyon ay nagkakahalaga ng pag-unawa sa ilang detalye.
Ang 27.12 MHz Standard: Bakit Iba ang Pag-init ng RF Welding
Ang pangunahing pagkakaiba sa pagitan ng RF welding at conventional thermal bonding ay hindi lamang kahusayan—ito ang direksyon na dinadala ng init sa materyal.
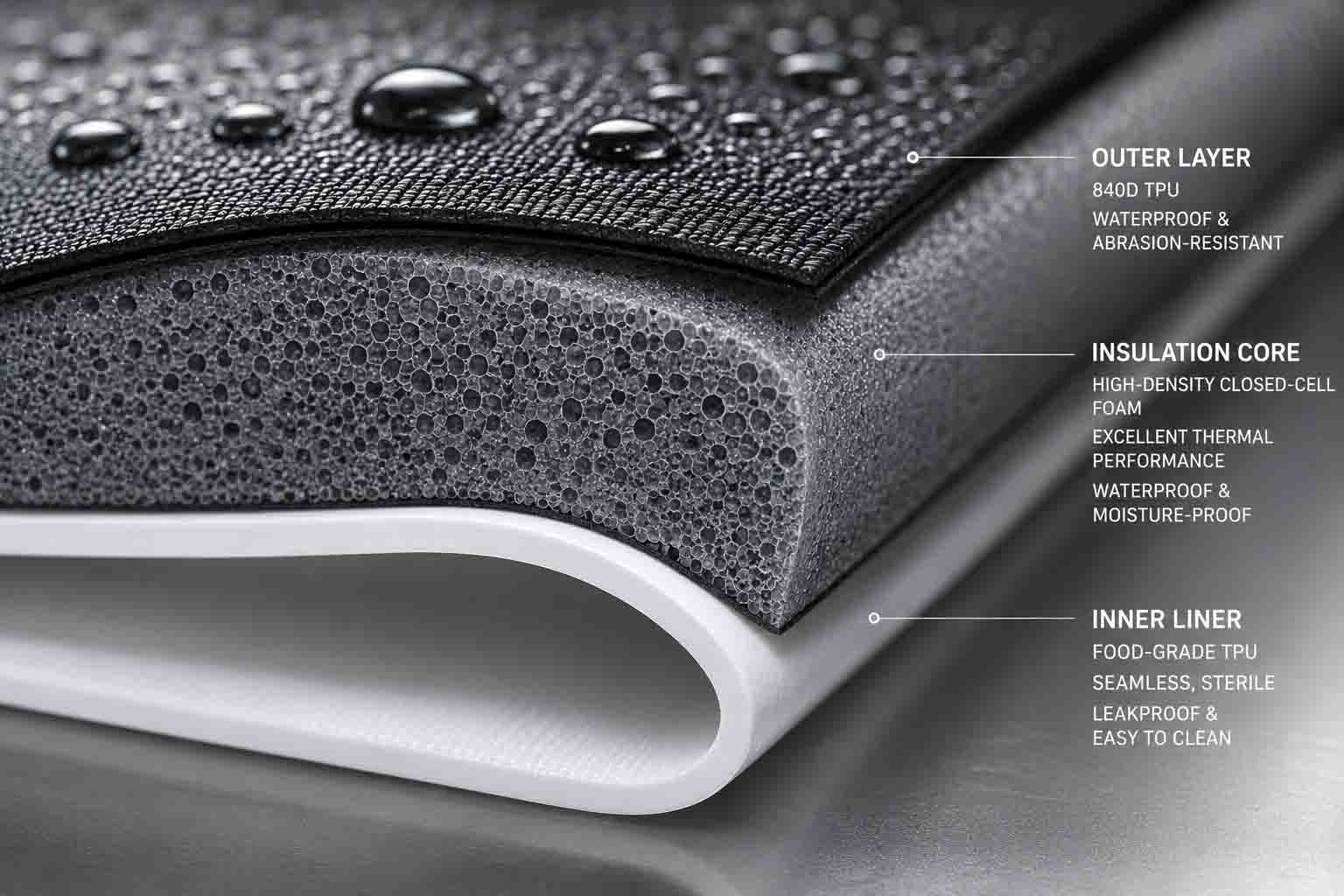
Ang mga tradisyonal na pamamaraan (mga hot bar, heated platens, heat gun) ay naglalapat ng enerhiya sa ibabaw ng materyal at umaasa sa pagpapadaloy upang dalhin ang loob sa temperatura ng pagbubuklod. Para sa mga manipis na pelikula ito ay gumagana nang sapat. Para sa makapal at makakapal na TPU laminate na tela na ginagamit sa premium na gamit na hindi tinatablan ng tubig, lumilikha ito ng isang praktikal na problema: ang pagdadala ng panloob na interface sa temperatura ng pagsasanib ay nangangailangan ng sapat na oras ng tirahan sa ibabaw upang ipagsapalaran munang mapaso o ma-deform ang panlabas na layer. Ang window sa pagitan ng "hindi sapat" at "sobra" ay lumiliit habang tumataas ang kapal ng materyal.
Ang RF welding ay nilalampasan ito sa pamamagitan ng pagbuo ng init mula sa loob ng materyal sa halip na papasok ito sa loob. Gumagana ang propesyonal na RF welding equipment sa 27.12 MHz—ang itinalagang ISM (industrial, scientific, at medical) radio frequency band na inilaan para sa klase ng pang-industriyang kagamitan. Sa dalas na ito, ang alternating electromagnetic field ay nagiging sanhi ng mga polar molecule sa loob ng TPU upang subukang i-realign ang bawat oscillation: humigit-kumulang 27 milyong beses bawat segundo. Ang molecular friction na ginagawa nito ay bumubuo ng init nang pantay-pantay sa buong weld zone, sa interface kung saan kailangang mangyari ang fusion, nang hindi umaasa sa surface-to-interior thermal conduction.
Sa ilalim ng sabay-sabay na inilapat na pneumatic pressure, ang materyal sa pinagsamang interface ay umabot sa temperatura ng pagsasanib at ang mga layer ay nagsasama sa antas ng molekular. Kapag naalis ang field at lumalamig ang materyal sa ilalim ng matagal na presyon, ang orihinal na hangganan sa pagitan ng dalawang panel ay hindi na umiiral sa istruktura-ang weld zone ay naging isang solong tuloy-tuloy na piraso ng materyal. Sa mapanirang pagsubok sa paghila, ang zone na ito ay karaniwang lumalampas sa punto ng pagkabigo ng nakapalibot na base fabric. Ang kinalabasan na iyon ay ang praktikal na benchmark para sa isang maayos na naisagawang RF weld.
Welding 840D High-Tenacity TPU: Isang Mas Makitid na Margin para sa Error
Gumagana ang RF welding sa isang hanay ng mga katugmang thermoplastics—PVC, PET, EVA, iba't ibang tela na pinahiran ng PU. Para sa mga heavy-duty na panlabas na application na nangangailangan ng matagal na abrasion resistance at structural integrity sa ilalim ng load, 840-denier high-tenacity TPU ang benchmark na materyal. Ito rin ang naglalagay ng pinakamaraming hinihingi sa pagkakalibrate ng proseso.
Ang mas mataas na denier ay nangangahulugan ng mas maraming materyal na masa sa weld zone, na nangangailangan ng mas maraming electromagnetic energy upang dalhin sa fusion temperature. Ang kahirapan ay hindi lamang ito nangangahulugan ng pagpapataas ng kapangyarihan. Ang operating window—ang hanay sa pagitan ng hindi sapat na enerhiya (incomplete fusion, leak-prone weld) at sobrang enerhiya (material scorching, compromised waterproof barrier)—ay lumiliit habang tumataas ang bigat ng tela. Ang isang power setting na gumagana nang malinis sa 420D TPU ay maaaring maglabas ng mga cold spot sa 840D sa parehong cycle time, habang ang isang setting na naka-calibrate para sa 840D ay maaaring magsunog ng mas manipis na materyales sa parehong produkto.
Ang pamamahala nito ay nangangailangan ng pag-calibrate na partikular sa materyal. Kapag ang 840D TPU ay pumasok sa isang linya ng produksyon—bago man ang pagpapakilala ng produkto o isang bagong batch ng materyal mula sa parehong supplier—ang output ng kuryente ng RF, press pressure, at timing ng cycle ay kailangang ma-validate laban sa partikular na materyal na iyon: ang denier nito, TPU coating weight, at formulation. Ang mga parameter na ito ay nabibilang sa isang dokumentadong SOP, na na-verify sa simula ng bawat pagtakbo ng produksyon. Ang isang pasilidad na nag-aaplay ng mga pare-parehong setting sa lahat ng mga bigat ng tela ay hindi gumagawa ng gawaing ito, anuman ang kung paano inilarawan ang kakayahan.
Tatlong Mga Variable ng Proseso na Tinutukoy ang Consistency ng Produksyon
Ang isang prototype passing pressure testing ay nagtatatag na ang tamang weld ay makakamit. Ang pare-parehong produksyon ay nangangailangan ng pagkontrol sa mga variable na tumutukoy kung ito ay nauulit sa buong volume.
Die Tooling Precision
Ang welding die—ang hugis na elektrod na kumokonekta sa materyal at tumutukoy sa weld geometry—ay ginawang makina mula sa tanso o aluminyo hanggang sa mga sukat na kinakailangan ng partikular na pattern ng tahi. Ang katumpakan ng dimensyon sa tooling na ito ay hindi pangalawang alalahanin. Ang isang hindi pantay na ibabaw ng die ay gumagawa ng hindi pantay na pamamahagi ng presyon sa buong weld zone, na nagbubunga ng hindi pantay na panloob na pag-init: mga malamig na lugar kung saan ang materyal ay hindi umabot sa ganap na temperatura ng pagsasanib at mga hot spot kung saan ito ay sobrang init. Ang mga cold spot ay nagiging leak initiation point. Ang mga hot spot ay nagiging mga lugar ng pagnipis ng materyal na nakompromiso ang pangmatagalang integridad ng tahi.
Ang die wear ay may parehong epekto sa dami ng produksyon. Ang mga contact surface na nasa loob ng tolerance sa simula ng isang production campaign ay unti-unting nawawala sa tolerance. Sinusubaybayan ng mga responsableng RF welding operations ang kondisyon ng die at palitan o i-recalibrate ang tooling bago ang pagsusuot ay makakaapekto sa kalidad ng weld—hindi pagkatapos magsimula ang pagsubok sa QC na nagpapakita ng mataas na mga rate ng pagkabigo.
Aplikasyon ng Presyon: Dalawang Phase, Dalawang Magkaibang Pag-andar
Ang pneumatic pressure sa RF welding ay nagsisilbi ng mga natatanging function sa panahon ng aktibong weld phase at ang cooling phase na kasunod, at parehong bagay.
Sa panahon ng aktibong yugto ng RF, tinitiyak ng presyon ang matalik na pakikipag-ugnayan sa pagitan ng mga layer ng materyal sa weld interface, na nagpapagana ng pagsasama-sama ng molekular habang ang TPU ay umabot sa temperatura ng pagsasanib. Sa panahon ng cooling phase pagkatapos maalis ang RF energy, pinipigilan ng pressure ang fused zone sa posisyon habang ang mga polymer chain ay nagpapatigas. Ang pagpapakawala ng presyon bago lumamig nang sapat ang weld zone ay nagbibigay-daan sa malambot pa ring materyal na mag-deform—na nagbubunga ng mas mahinang bono at mga hindi pagkakapare-pareho ng dimensyon sa mga gilid ng weld zone na nagiging mga punto ng konsentrasyon ng stress na ginagamit.
Ang napaaga na paglabas ng presyon ay isa sa mga pinakakaraniwang mga shortcut sa proseso sa high-volume na RF welding, kung saan ang cycle time pressure ay lumilikha ng operational incentive upang mabilis na lumipat sa susunod na bahagi. Ang mga resultang welds ay madalas na pumasa sa visual na inspeksyon at paunang low-pressure na pagsubok, pagkatapos ay nagpapakita ng mataas na mga rate ng pagkabigo sa ilalim ng matagal na pagkarga at paulit-ulit na pagbaluktot na pagbibisikleta sa field.
Cycle Timing
Ang isang kumpletong RF welding cycle ay tumatakbo sa tatlong yugto: pre-press (pressure na inilapat bago ang RF activation, na nagpapahintulot sa materyal na maupo nang tama sa die), aktibong weld (RF energy on, molecular heating at fusion na nagaganap), at paglamig sa ilalim ng pressure (RF off, weld zone solidifying). Ang bawat yugto ay may pinakamainam na tagal na partikular sa kapal ng materyal, bigat ng patong, at geometry ng die na ginagamit.
Ang mga timing na ito ay hindi lumilipat sa pagitan ng mga materyales. Ang isang cycle na binuo para sa isang partikular na detalye ng TPU ay mag-under-weld ng mas mabibigat na tela at nanganganib sa labis na hinang na mas magaan na materyal na ginamit sa ibang lugar sa parehong produkto. Kapag nagbago ang mga detalye ng materyal sa pagitan ng mga pagtakbo ng produksyon—iba't ibang denier, iba't ibang bigat ng coating, iba't ibang mga batch ng supplier—ang mga parameter ng cycle ay nangangailangan ng muling pagpapatunay, hindi pagpapalagay ng pagpapatuloy.
1.0 Bar Hydrostatic Pressure Testing: Kung Ano Ang Talagang Kinukumpirma Nito
Tinutukoy ng visual seam inspection ang mga depekto sa antas ng ibabaw: nakikitang mga marka ng paso, halatang mga puwang sa saklaw ng weld, gross dimensional distortion. Hindi nito tinutukoy ang mga under-fused interior zone, micro-voids sa weld interface, o cold spots na humahawak sa ilalim ng mga kondisyon ng kapaligiran ngunit bukas sa ilalim ng load. Para sa mga produktong hindi tinatablan ng tubig na may anumang claim sa pressure-rating, ang visual na inspeksyon ay isang sahig, hindi isang kisame.
Ang 1.0 Bar hydrostatic pressure test ay ang validation standard para sa mga seryosong RF welded outdoor na produkto. Ang One Bar ay tumutugma sa hydrostatic pressure ng isang 10-meter water column—na higit na lampas sa mga kondisyon ng paglubog ng karamihan sa mga panlabas na produkto sa paggamit sa field, na kung ano mismo ang ginagawa itong isang makabuluhang pagsubok sa kwalipikasyon sa produksyon.

Ang pamamaraan: ang mga natapos na produkto ay pinalaki sa 1.0 Bar panloob na presyon at alinman sa nakalubog sa tubig o pinipigilan sa ilalim ng presyon para sa isang tinukoy na panahon. Ang kundisyon ng pass ay zero micro-bubble emission mula sa anumang seam, weld zone, o closure point. Ang isang solong bula ay nagpapahiwatig ng isang daanan ng pagtagas na papapasok ng tubig sa ilalim ng paggamit sa bukid anuman ang sukat. Walang katanggap-tanggap na partial pass sa antas ng pagsubok na ito.
Ang kinukumpirma ng pagsubok ay higit pa sa kung ang isang partikular na yunit ay may hawak na presyon sa sandali ng pagsubok. Ang isang produktong pumasa sa 1.0 Bar ay nakumpirma na ang buong molekular na pagsasanib sa bawat weld zone, tamang die contact sa kumpletong seam geometry, at sapat na paglamig bago ang paglabas ng presyon. Ang pare-parehong mga rate ng pagpasa sa isang production run ay katibayan ng kontrol sa proseso—hindi indibidwal na pagkakaiba-iba ng unit na nangyari sa trend na positibo.
Ang dalas ng pagsubok ay kasinghalaga ng kalubhaan ng pagsubok. Ang bawat unit na pagsubok sa mga kritikal na produkto ng seam ay nagbibigay ng kumpletong saklaw ng produksyon at nakakakuha ng mga indibidwal na pagkabigo bago sila ipadala. Ang batch sampling ay nagbibigay ng istatistikal na kumpiyansa sa mas mababang halaga ngunit pinapayagan ang mga indibidwal na pagkabigo. Ang naaangkop na protocol ay nakadepende sa downstream na gastos ng isang unit field failure—para sa mga produkto kung saan ang isang leak ay bumubuo ng warranty claim at potensyal na pagkakalantad ng brand, ang bawat unit testing ay ang makatuwirang posisyon.
Pagsusuri sa RF Welding Capability: Ang Mga Tanong na Nakikilala ang Proseso ng Pagkahinog
Ang pag-iwas sa pagtagas sa RF welded waterproof na mga produkto ay isang resulta ng engineering, hindi isang claim sa pagmamanupaktura. Ang mga variable ng proseso ay kilala, ang mga paraan ng kontrol ay itinatag, at ang pagsubok na protocol na nagpapatunay sa resulta ay mahusay na tinukoy. Ang isang tagagawa na may tunay na kakayahan sa lugar na ito ay maglalarawan sa kanilang operasyon sa mga partikular na termino.
Ang mga tanong na nagkakahalaga ng pagtatanong sa panahon ng pagsusuri ng supplier ay konkreto:
Paano nakadokumento ang mga setting ng RF power at cycle ng bawat materyal na detalye, at ano ang nagti-trigger ng muling pagpapatunay kapag nagbabago ang mga batch ng materyal?
Paano sinusubaybayan ang kondisyon ng die at sa anong threshold pinapalitan ang tooling?
Ang hydrostatic testing ba ay isinasagawa bawat unit o sa pamamagitan ng batch sampling, at sa anong pressure?
Maaari ba silang magbigay ng mga rekord ng pagsubok mula sa mga kamakailang pagpapatakbo ng produksyon ng mga maihahambing na produkto?
Ang mga ito ay hindi mahirap na mga tanong para sa isang pasilidad na aktwal na kumokontrol sa mga variable na ito. Ang mga ito ay napakahirap na tanong para sa isang pasilidad na nagpapatakbo ng RF welding equipment nang walang disiplina sa proseso sa likod nito. Ang mga sagot ay nagsasabi sa iyo kung saang sitwasyon ka naroroon.